ULTRASONIC CLEANING
Ultraschallreinigung in der grafischen Industrie
Ultraschallreinigung in der grafischen Industrie – Vollständiger Leitfaden
In der grafischen Industrie und im Druckgewerbe kommt es auf Präzision, Wiederholbarkeit und Betriebszeit an. Von Rasterwalzen und Sieben bis hin zu Komponenten für die Tintenzufuhr und Druckköpfen können selbst mikroskopisch kleine Ablagerungen die Druckdichte, Farbgenauigkeit und Registrierung beeinträchtigen. Die Ultraschallreinigung bietet eine schnelle, zerstörungsfreie und hochgradig wiederholbare Möglichkeit, Komponenten zu restaurieren, Abfall zu reduzieren und die Druckmaschinen zu Höchstleistungen zu bringen.
Was ist Ultraschallreinigung?
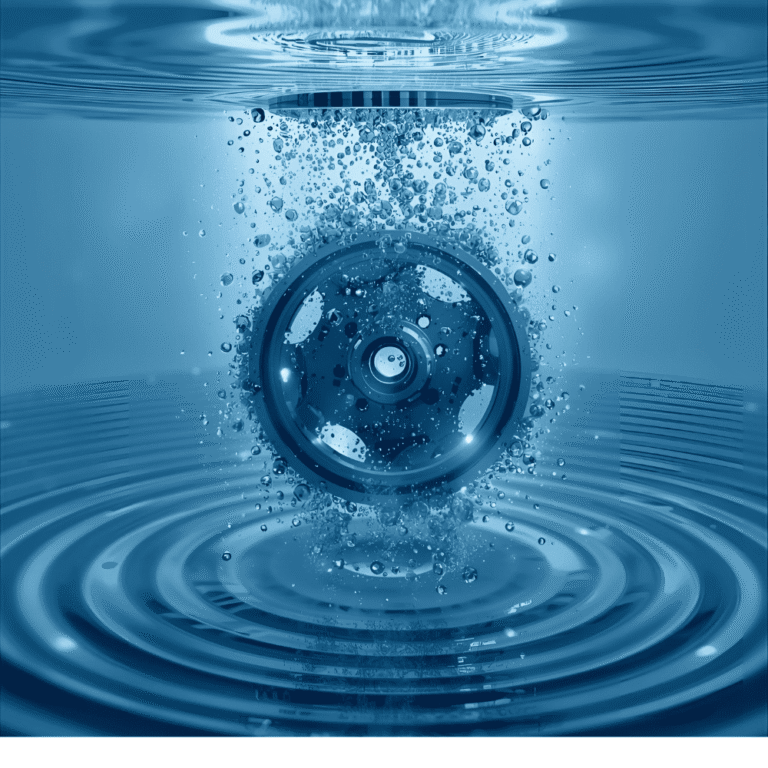
Ultraschallsysteme verwenden Hochfrequenz-Schallwellen (typischerweise 28-80 kHz), um Millionen von mikroskopisch kleinen Blasen in einem Flüssigkeitsbad zu erzeugen. Diese Blasen bilden sich und kollabieren in einem Prozess, der als Kavitation bezeichnet wird. Dabei wird lokal Energie freigesetzt, die getrocknete Druckfarben, Beschichtungen, Klebstoffe, Pigmente, Harze und Papierstaub von Oberflächen – einschließlich tiefer Zellen, Maschen und Mikrospalten – ohne Abrieb ablöst.
Wo Ultraschallreinigung in den Druckworkflow passt
- Reinigung von Rasterwalzen: Entfernen Sie getrocknete Tinte/Beschichtungen aus den Zellstrukturen, um das wahre Zellvolumen (BCM/cm²) und eine gleichmäßige Farbübertragung wiederherzustellen.
- Siebdruck: Reinigen Sie das Siebgewebe gründlich, um Geisterbilder zu beseitigen, die Spannung beizubehalten und die Lebensdauer des Siebs zu verlängern.
- Schablonen & Platten: Beseitigen Sie Lötpasten-/Klebstoff- oder Beschichtungsrückstände, ohne feine Merkmale zu unterschneiden.
- Teile für die Tintenzufuhr: Pumpen, Düsen, Schläuche, Rakelhalter, Kammern und Ablagen – entfernen Sie Ablagerungen, die Flussschwankungen und Farbabweichungen verursachen.
- Druckköpfe und Präzisionskomponenten: Wenn es die OEM-Richtlinien zulassen, restaurieren oder präparieren Sie die Gehäuse und Halterungen, die um die Köpfe herum verwendet werden; verwenden Sie zugelassene Chemikalien und Parameter.
Wichtige Vorteile für die grafische Industrie
- Verbesserte Druckqualität: Saubere Komponenten sorgen für eine stabile Dichte, schärfere Details und eine genaue Farbwiedergabe.
- Schnellere Durchlaufzeiten: Die Stapelverarbeitung reduziert den Reinigungsaufwand und die Ausfallzeiten der Druckmaschine.
- Nicht zerstörerisch: Kein mechanisches Schrubben – schützt gravierte Näpfchen, Gitter, Platten und Dichtungen.
- Geringere Kosten und weniger Abfall: Weniger Nacharbeit, weniger Ausschuss, längere Lebensdauer der Komponenten.
- Umweltfreundlicher: Verbraucht in der Regel weniger Wasser und Chemikalien als Einweich-/Schrubbverfahren.
Empfohlene Prozessparameter
- Frequenz: 28 kHz für starke Ablagerungen auf robusten Teilen; 40 kHz als Allround-Standard; 80 kHz+ für empfindliche Gewebe und feine Gravuren.
- Temperatur: Normalerweise 40-60 °C, um die Benetzung und Kavitation zu verbessern. Vermeiden Sie Temperaturen, die Polymere oder Dichtungen verformen könnten.
- Zeit: Beginnen Sie mit 3-10 Minuten und passen Sie sie an die Bodenbelastung an; überprüfen Sie die Sauberkeit (z.B. Wiederherstellung des Zellvolumens).
- Chemie: Verwenden Sie aufgabenspezifische Ultraschallkonzentrate, die mit den Substraten kompatibel sind.
- Entgasen: Lassen Sie nach dem Befüllen den Degas-Modus laufen, um gelöste Gase zu entfernen und die Kavitation zu stabilisieren.
- Einspannung: Positionieren Sie die Teile so, dass sie nicht verschattet werden; stellen Sie sicher, dass sie vollständig eingetaucht sind und eine Sichtverbindung zu den Schallköpfen haben.
Validierter Arbeitsablauf (Schritt-für-Schritt)
- Vor-Inspektion: Beachten Sie den Tintentyp (Wasser/Lösungsmittel/UV), die Beschichtung und das Substrat; schützen Sie bei Bedarf Lager und abgedichtete Bereiche.
- Bad einrichten: Füllen Sie das Bad mit DI- oder sauberem Wasser; fügen Sie das Konzentrat bis zur Zielverdünnung hinzu; entgasen Sie das Bad.
- Beladen & Reinigen: Legen Sie die Teile in die Körbe/Regale; stellen Sie Frequenz, Temperatur und Timer ein. Vermeiden Sie eine Überladung.
- Spülen: Spülen Sie mit sauberem oder DI-Wasser; für kritische Teile verwenden Sie eine zweite Ultraschallspülung.
- Trocknen: Verwenden Sie gefilterte Luft oder eine warme Trocknung; stellen Sie sicher, dass keine Feuchtigkeit in den Zellen oder Geweben zurückbleibt.
- Überprüfen: Prüfen Sie bei Anilox das Zellvolumen/BCM; bei Sieben prüfen Sie die offene Fläche und die Spannung; bei Platten/Schablonen prüfen Sie die Kanten und Öffnungen.
- Aufzeichnen: Protokollieren Sie die Parameter (Badalter, Verdünnung, Temperatur/Zeit), um Konsistenz und Audits zu unterstützen.
Auswahl der richtigen Reinigungschemie
Stimmen Sie die Chemie auf die Verschmutzung und das Substrat ab, um die Leistung zu maximieren und die Werte zu schützen. ASONIC-Konzentrate sind für Ultraschallkavitation und Stabilität formuliert:
| Reiniger | Ziel-Böden | Kompatible Materialien | Verdünnung | Temp. |
|---|---|---|---|---|
| AS-MLP | Öl, Fett, Staub, allgemeine Tintenrückstände | Metalle, Legierungen, Kunststoffe, Gummi, Keramik, Glas | 2% | 40-60 °C |
| AS-GEN | Allgemeine Tinten/Beschichtungen, Schmutz, Papierstaub | Metalle, Legierungen, Kunststoffe, Gummi, Keramik, Glas | 5% | 40-60 °C |
| AS-CARB | Starke polymerisierte Ablagerungen, karbonisierte Druckfarben | Robuste Metalle (inkl. Aluminium, Messing) & empfindliche Legierungen | 10% | 50-60 °C |
| AS-OXI | Oxidation, hartnäckige Rückstände | Eisen, Kupfer, Zinn, Aluminium, rostfreier Stahl | 10% | 40-60 °C |
| AS-SENS | Leichte Öle/Fette; empfindliche Komponenten | Messing, Aluminium, Zinn, gemischte Legierungen | 10% | 50-60 °C |
Gute Praxis: Überwachen Sie die Lebensdauer des Bades (Leitfähigkeit oder Titration), filtern Sie Partikel und wechseln Sie die Lösungen regelmäßig, um konsistente Ergebnisse zu erhalten.
Bewährte Praktiken & Sicherheit
- Befolgen Sie die OEM-Richtlinien für Anilox, Siebe und Köpfe; validieren Sie die Parameter vor dem Produktionseinsatz.
- Vermeiden Sie aggressive Chemikalien auf Aluminium, Klebstoffen und Elastomeren, es sei denn, die Kompatibilität wurde bestätigt.
- Vermeiden Sie Kreuzkontaminationen: Trennen Sie die Beladung mit wasserbasierten und UV- bzw. Lösemitteltinten; verwenden Sie spezielle Körbe.
- Schulen Sie die Bediener in Bezug auf PSA, Handhabung und Reaktion auf Verschüttungen; sorgen Sie für angemessene Belüftung.
- Implementieren Sie QC-Metriken: BCM-Wiederherstellung, ΔE-Farbstabilität, offene Siebfläche und Fehlerrate vor/nach der Reinigung.
Häufige Probleme & Fehlersuche
- Schlieren oder ungleichmäßige Ergebnisse: Entgasen Sie das Bad erneut, reduzieren Sie die Überladung, positionieren Sie die Teile neu, um sie besser der Kavitation auszusetzen.
- Rückstände bleiben in den Zellen/Gittern: Erhöhen Sie die Zeit leicht, überprüfen Sie die Verdünnung/Temperatur, erwägen Sie eine gezielte Voreinweichung.
- Schaumbildung: Senken Sie die Temperatur, passen Sie die Chemie an oder reduzieren Sie die Bewegung; prüfen Sie auf Verunreinigung durch Tenside.
- Stumpfe Oberfläche: Reduzieren Sie Zeit/Temperatur oder wählen Sie ein sanfteres Konzentrat (z.B. AS-SENS).
FAQ – Ultraschallreinigung für die grafische Industrie
Kann Ultraschall die Anilox-Gravuren beschädigen?
Nein, wenn Sie die richtige Frequenz, Chemie und Einwirkzeit verwenden. Sie ist nicht abrasiv und bewahrt die Zellgeometrie, während das Volumen wiederhergestellt wird.
Kann ich UV-Farben mit Ultraschall reinigen?
Ja – wählen Sie eine kompatible Chemikalie (oft mit höherem pH-Wert oder spezielle Mischungen) und überprüfen Sie den Zyklus; entsorgen Sie die Abfälle gemäß den örtlichen Vorschriften.
Wie oft sollte ich reinigen?
Legen Sie einen präventiven Zeitplan fest (z.B. pro Schicht/Tag), um die Zellen/Meshes offen zu halten und eine starke Polymerisation zu vermeiden, die längere Zyklen erfordert.
Welche Frequenz ist die beste?
40 kHz ist ein solider Standard; wechseln Sie zu 80 kHz für empfindliche Maschen und feine Merkmale oder zu 28 kHz für starke Ablagerungen auf robusten Teilen.
Fazit
Die Ultraschallreinigung ist eine bewährte, zerstörungsfreie Lösung für die Wartung von Rasterwalzen, Sieben, Schablonen, Pumpen, Ablagen und Präzisionskomponenten. Sie verbessert die Druckqualität, verkürzt die Wartungszeit und reduziert Kosten und Abfall. Mit dem richtigen Systemaufbau und den ASONIC-Konzentraten können Druckdienstleister die Sauberkeit standardisieren und die Produktionskonsistenz verbessern.
Sind Sie bereit, Ihre Drucksaalreinigung zu optimieren? Kontaktieren Sie uns unter order@asonic.si oder erkunden Sie die ASONIC PRO Series Ultraschallreiniger, um einen leistungsstarken, validierten Arbeitsablauf aufzubauen.
Die kompliziertesten Objekte zum Reinigen
Im Vergleich zum manuellen Bürsten, Einweichen in Lösemitteln oder Drucksprühen erreicht die akustische Kavitation auch versteckte Bereiche und löst hartnäckige Rückstände ohne Beschädigung.

ASonic Industrieller Ultraschallreiniger
Der ASonic Industrie-Ultraschallreiniger wurde entwickelt, um eine gründliche und effiziente Reinigung für eine Vielzahl von industriellen Anwendungen zu gewährleisten.
Abmessungen des Behälters und des Korbes der ASONIC PRO & MED Produkte
Die ASONIC-Ultraschallreiniger sind in den Serien PRO, MED und IND erhältlich, um allen Anforderungen gerecht zu werden - von der Präzisionsreinigung im Dental- und Laborbereich bis hin zu industriellen Hochleistungsanwendungen.

ASONIC Reinigungsmittel / Konzentrate
Unsere Reinigungskonzentrate sind für maximale Effizienz, Materialsicherheit und einfache Anwendung formuliert. Sie beschleunigen nicht nur den Reinigungsprozess, sondern verlängern auch die Lebensdauer Ihrer Teile und Geräte, indem sie Rückstände gründlich und sicher entfernen.
ETWAS ÜBER UNS
Interessante Fakten
Ultraschallreinigung ist ein faszinierendes Verfahren, das Schallwellen und Millionen mikroskopisch kleiner Bläschen nutzt, um Stellen zu erreichen, die mit Bürsten oder Tüchern unzugänglich sind. Sie ist kraftvoll genug, um hartnäckigen Schmutz und Fett zu entfernen, und gleichzeitig schonend zu empfindlichen Gegenständen wie Schmuck, Linsen und Instrumenten. Diese umweltfreundliche Methode reduziert den Bedarf an aggressiven Chemikalien, spart Zeit und ist bis zu 16-mal effektiver als herkömmliche Reinigungsmethoden – und somit eine bewährte Lösung in vielen Branchen.
sanfte Pflege
Reinigt schonend empfindliche Schmuckstücke, Linsen und Instrumente, ohne sie zu beschädigen.
Mikroskopische Blasen
Schallwellen erzeugen Blasen, die selbst kleinste, versteckte Oberflächen reinigen.
Hochwirksam
Die Ultraschallreinigung ist bis zu 16 Mal schneller und effizienter als die manuelle Reinigung.
Umweltfreundlich
Verwendet wenige bis gar keine aggressiven Chemikalien und ist daher sicher für Mensch und Umwelt.